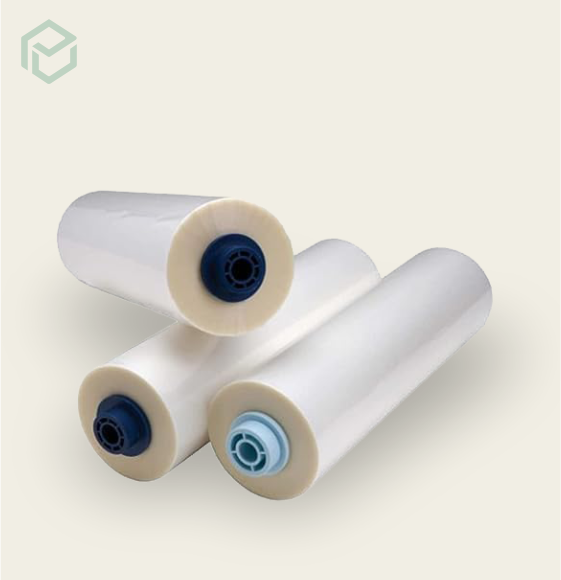
Safeguard your products and streamline your lines with Laminated Rolls. Designed for high-speed converting and packing, these rolls offer exceptional barrier properties against moisture, oxygen, and more. Ensure product freshness and extend shelf life while maximizing production efficiency.